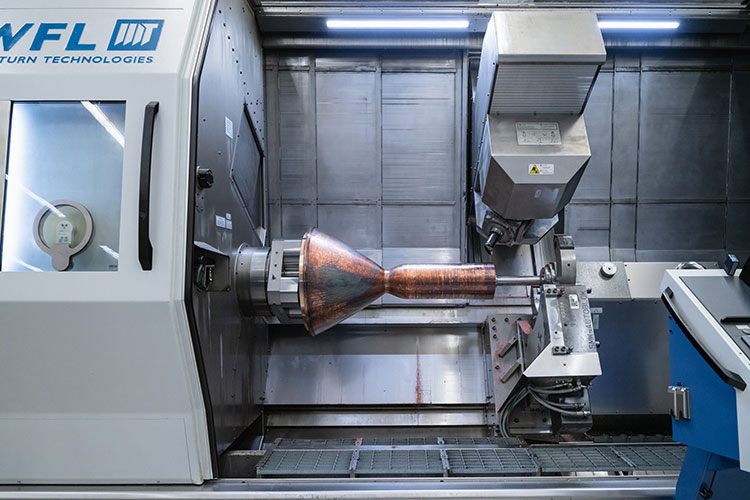
 An einem der wichtigsten Standorte der ArianeGroup in Ottobrunn bei München werden die Schubkammern für die Ariane-Triebwerke gefertigt. © ArianeGroup/WFL Millturn
An einem der wichtigsten Standorte der ArianeGroup in Ottobrunn bei München werden die Schubkammern für die Ariane-Triebwerke gefertigt. © ArianeGroup/WFL Millturn
Bauteile für die Raumfahrt müssen höchsten Qualitätsanforderungen genügen. So setzt die ArianeGroup beim Bau der Schubkammern für die neue Ariane 6 auf eine WFL-Maschine des Typs M80 ...
... Kinematik und die Referenzen haben überzeugt.
Um die Erde und ihre Anziehung hinter sich zu lassen, braucht eine Rakete viel Energie. Das erledigen bei der europäischen Ariane-Trägerrakete die Feststoffbooster mit einem Schub von etwa 13.000 Kilonewton, die in den ersten beiden Minuten nach dem Start die rund 800 Tonnen schwere Rakete vom Boden abheben lassen.
Die Hauptstufe mit dem Vulcain-2-Motor, der nach Ablauf des Countdowns als erstes gestartet wird, liefert weiter Schub, bis die Rakete rund neun Minuten nach dem Start eine Höhe von etwa 160 Kilometer erreicht hat. Im Weltall übernimmt dann die Oberstufe, die bei der Ariane 6 mit Vinci angetrieben wird. Je nach Mission ist dieses Triebwerk rund 15 Minuten in Betrieb, um die Oberstufe mit den Satelliten im Weltraum in der richtigen Umlaufbahn abzusetzen. Die Schubkammer gilt dabei als das „Herzstück“ des Triebwerks. Und genau das wird an einem der wichtigsten Standorte der ArianeGroup in Ottobrunn bei München entwickelt und hergestellt.
M80 Millturn fertigt Vinci-Triebwerk
Die meisten Triebwerksteile aus Ottobrunn werden auf einer WFL-Maschine des Typs M80 gefertigt. Zu diesen Teilen zählt auch der Brennkammer-Grundkörper des Triebwerks. Im ersten Schritt wird der Grundkörper zum Drehen der Innenkontur vorbereitet. Anschließend erfolgt das Drehen und Fräsen der Außenkontur. Diese beiden Vorgänge wurden früher auf zwei Maschinen durchgeführt. Mit der M80 Millturn werden nun beide Prozesse – Drehen und Fräsen – vereint und eine stabile Aufspannung garantiert. Das ist besonders bei Teilen mit langer und schlanker Bauart wie der Vinci-Brennkammer ein großer Vorteil. Zusätzlich sorgt das Nullpunktspannsystem für maximale Flexibilität in der Fertigung.
„Das ist eine tolle Sache“, betont Stefan Winter, Fertigungsleiter in Ottobrunn. Als Material verwendet man beim Grundkörper des Vinci-Triebwerks eine Speziallegierung. Die patentierte Kupfer-Silber-Zirkon-Legierung zeichnet sich durch hohe Festigkeit sowie einen guten Wärme-Übergangswert bei sehr bei guter Zerspanbarkeit aus. Speziell bei der Vinci-Kammer ist das von großer Relevanz. Durch die bereits erwähnte lange schlanke Bauart sind hier die Materialeigenschaften sehr wichtig. Das Material wird erst in Blöcken abgegossen und dann in die gewünschte Form geschmiedet. Die Qualität wird mittels Ultraschall garantiert und danach für die Fertigung freigegeben.
Die hauptsächlichen Schritte in der Produktion einer Vinci-Brennkammer sind nach der Lieferung des Rohteils Drehen, Fräsen, Galvanisieren, Schweißen und schließlich die Endbearbeitung. 80 Prozent der Workload werden dabei mit der M80 realisiert. Außerdem werden auch Schnittversuche für die Zukunft an der M80 durchgeführt. Die stabile Bauweise und die gute Kinematik geben hier mehr Möglichkeiten als gedacht. Mit Keramik-Schneidstoffen wurden bereits die ersten Versuche auf der M80 Millturn durchgeführt. Mittelfristig soll dieser Prozess auf der WFL-Maschine für Inconel und Nickel qualifiziert werden. „Ich bin sehr zuversichtlich, dass wir dies auf der WFL-Maschine realisieren können“, sagt Winter.
Innovationsgeist bei Technik und Personal
Auf der Millturn werden aktuell nicht nur Vinci-Bauteile gefertigt. Das Produktionsteam setzt die Maschine auch für die Produktion von Satellitenteilen, in der Entwicklung sowie für den Bau von Vorrichtungen ein. „Somit ist die Maschine durch den Mix perfekt ausgelastet“, ergänzt Stefan Winter. „Und auch in punkto Bearbeitungszeiten konnte der Invest der WFL M80 Millturn / 3.000 mm einen enormen Mehrwert leisten“, so Winter.
Die WFL ersetzte eine 3-Achs-Drehbank und eine 3-Achs Fräsmaschine. Auf der M80 implementierte man ein Nullpunktspannsystem, sodass das Rüsten nur noch einen Bruchteil ausmacht. Die Durchlaufzeiten und Liegezeiten wurden somit um mindestens 30 Prozent reduziert.
„Ein großer Vorteil der WFL-Maschine ist auch das große Werkzeugmagazin. Durch die Inconel-Bearbeitung haben wir immer zwischen vier und sechs Schwesterwerkzeuge in Verwendung, was ausreichend Werkzeugplätze erfordert. Durch das modulare Konzept des Magazins ist diese Voraussetzung gegeben. Sollte man doch noch mehr Werkzeuge brauchen, kauft man eben noch eine Werkzeugscheibe dazu. Das ist eine tolle Sache! So waren in der Vergangenheit für drei Prozesse drei NC-Programme und mehr nötig. Jetzt haben wir für die gleiche Arbeit nur noch ein NC-Programm zum Freigeben und Pflegen. Auch für das Configuration Management ist es eine deutliche Erleichterung, da hier weniger Daten gemanagt werden müssen. Das war ein riesiger Schritt nach vorne“, erzählt Winter begeistert.
Auf die Frage, wieso die Kaufentscheidung auf eine Millturn bzw. auf das Modell M80 fiel, antwortet Winter so: „Die Kinematik und die Referenzen der Maschine überzeugten schlussendlich zum Kauf. Außerdem legten wir auch Wert auf eine schnelle Ersatzteilversorgung, namhafte Hersteller der verbauten Komponenten und auch die Nähe zum Hersteller.“ (BS)